|
Процесс плазменной резки основан на использовании воздушно-плазменной дуги постоянного тока прямого действия (электрод-катод, разрезаемый металл - анод). Сущность процесса заключается в местном расплавлении и выдувании расплавленного металла с образованием полости реза при перемещении плазменного резака относительно разрезаемого металла.
Для возбуждения рабочей дуги (электрод - разрезаемый металл), с помощью осциллятора зажигается вспомогательная дуга между электродом и соплом - так называемая дежурная дуга, которая выдувается из сопла пусковым воздухом в виде факела длиной 20-40 мм. Ток дежурной дуги 25 или 40-60 А, в зависимости от источника плазменной дуги. При касании факела дежурной дуги металла возникает режущая дуга - рабочая, и включается повышенный расход воздуха; дежурная дуга при этом автоматически отключается.
Применение способа воздушно-плазменной резки, при котором в качестве плазмообразующего газа используется сжатый воздух, открывает широкие возможности при раскрое низкоуглеродистых и легированных сталей, а также цветных металлов и их сплавов
Преимущества воздушно-плазменной резки по сравнению с механизированной кислородной и плазменной резкой в инертных газах следующие: простота процесса резки; применение недорогого плазмообразующего газа - воздуха; высокая чистота реза (при обработке углеродистых и низколегированных сталей); пониженная степень деформации; более устойчивый процесс, чем резка в водородосодержащих смесях.
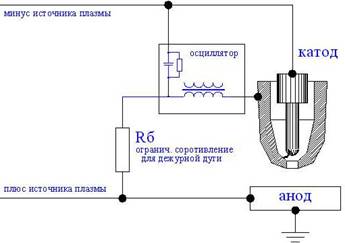
Рис. 1 Схема подключения плазмотрона к аппарату плазменной резки.
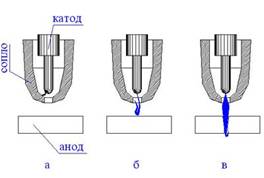
Рис. 2 Фазы образования рабочей дуги
а - зарождение дежурной дуги; б - выдувание дежурной дуги из сопла до касания с поверхностью разрезаемого листа;
в - появление рабочей (режущей) дуги и проникновение через рез металла.
Технология воздушно-плазменной резки. Для обеспечения нормального процесса воздушно-плазменной резки необходим рациональный выбор параметров режима. Параметрами режима являются: диаметр сопла, сила тока, напряжение дуги, скорость резки, расстояние между торцом сопла и изделием и расход воздуха. Форма и размеры соплового канала обуславливают свойства и параметры дуги. С уменьшением диаметра и увеличением длины канала возрастают скорость потока плазмы, концентрация энергии в дуге, её напряжение и режущая способность. Срок службы сопла и катода зависят от интенсивности их охлаждения (водой или воздухом), рациональных энергетических, технологических параметров и величины расхода воздуха.
При воздушно-плазменной резке сталей диапазон разрезаемых толщин может быть разделён на два - до 50 мм и выше. В первом диапазоне, когда необходима надёжность процесса при небольших скоростях резки, рекомендуемый ток 200-250 А. Увеличение силы тока до 300 А и выше приводит к возрастанию скорости резки в 1,5-2 раза. Повышение силы тока до 400 А не даёт существенного прироста скоростей резки металла толщиной до 50 мм. При резке металла толщиной более 50 мм следует применять силу тока от 400 А и выше. С увеличением толщины разрезаемого металла скорость воздушно-плазменной резки быстро падает. Максимальные скорости резки и сила тока для различных материалов и толщины, выполненные на 400 амперной установке приведены в таблице ниже.
Скорость воздушно-плазменной резки в зависимости от толщины металла:
таблица 2
Разрезаемый материал |
Сила тока А |
Максимальная скорость резки (м/мм) металла в зависимости от его толщины, мм |
10 |
20 |
30 |
40 |
50 |
60 |
80 |
Сталь |
200 |
3,6 |
1,6 |
1 |
0,5 |
0,4 |
0,2 |
0,1 |
300 |
6 |
3 |
1,8 |
0,9 |
0,6 |
0,4 |
0,2 |
400 |
7 |
3,2 |
2,1 |
1,2 |
0,8 |
0,7 |
0,4 |
Медь |
200 |
1,2 |
0,5 |
0,3 |
0,1 |
|
|
|
300 |
3 |
1,5 |
0,7 |
0,5 |
0,3 |
|
|
400 |
4,6 |
2 |
1 |
0,7 |
0,4 |
0,2 |
Алюминий |
200 |
4,5 |
2 |
1,2 |
0,8 |
0,5 |
|
|
300 |
7,5 |
3,8 |
2,6 |
1,8 |
1,2 |
0,8 |
0,4 |
400 |
10,5 |
5 |
3,2 |
2 |
1,4 |
1 |
0,6 |
Режимы воздушно-плазменной резки металлов.
таблица 3
Разрезаемый материал |
Толщина, мм |
Диаметр сопла, мм |
Сила тока, А |
Расход воздуха, л/мин |
Напряжение, В |
Скорость резки, м/мин |
Ширина реза (средняя), мм |
Низкоуглеродистая сталь |
1 - 3 |
0,8 |
30 |
10 |
130 |
3 - 5 |
1 - 1,5 |
3 - 5 |
1 |
50 |
12 |
110 |
2 - 3 |
1,6 - 1,8 |
5 - 7 |
1,4 |
75 - 100 |
15 |
1,5 - 2 |
1,8 - 2 |
7 - 10 |
|
10 |
120 |
1 - 1,5 |
2 - 2,5 |
6 - 15 |
3 |
300 |
40 - 60 |
160 - 180 |
5 - 2,5 |
3 - 3,5 |
15 - 25 |
|
2,5 - 1,5 |
3,5 - 4 |
25 - 40 |
1,5 - 0,8 |
4 - 4,5 |
40 - 60 |
0,8 - 0,3 |
4,5 - 5,5 |
Сталь 12Х18Н10Т |
5 - 15 |
250 - 300 |
140 - 160 |
5,5 - 2,6 |
3 |
10 - 30 |
160 - 180 |
2,2 - 1 |
4 |
31 - 50 |
170 - 190 |
1 - 0,3 |
5 |
Медь |
10 |
300 |
160 - 180 |
3 |
20 |
1,5 |
3,5 |
30 |
0,7 |
4 |
40 |
0,5 |
4,5 |
50 |
0,3 |
5,5 |
60 |
3,5 |
400 |
0,4 |
6,5 |
Алюминий |
5 - 15 |
2 |
120 - 200 |
70 |
170 - 180 |
2 - 1 |
3 |
30 - 50 |
3 |
280 - 300 |
40 - 50 |
170 - 190 |
1,2 - 0,6 |
7 |
Режимы воздушно-плазменной резки металлов.
таблица 4
Разрезаемый материал |
Толщина, мм |
Диаметр сопла, мм |
Сила тока, А |
Скорость резки, м/мин |
Ширина реза (средняя), мм |
Сталь |
1 - 5 |
1,1 |
25 - 40 |
1,5 - 4 |
1,5 - 2,5 |
3 - 10 |
1,3 |
50 - 60 |
1,5 - 3 |
1,8 - 3 |
7 - 12 |
1,6 |
70 - 80 |
1,5 - 2 |
1,8 - 2 |
8 - 25 |
1,8 |
85 - 100 |
1 - 1,5 |
2 - 2,5 |
12 - 40 |
2 |
110 - 125 |
5 - 2,5 |
3 - 3,5 |
Алюминий |
5 - 15 |
1,3 |
60 |
2 -1 |
3 |
30 - 50 |
1,8 |
100 |
1,2 - 0,6 |
7 |
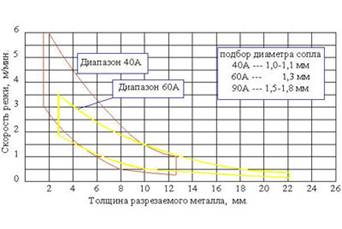
Рис. 3 Области оптимальных режимов воздушно-плазменной резки металлов для плазмотрона с воздушным охлаждением (ток 40А и 60А).
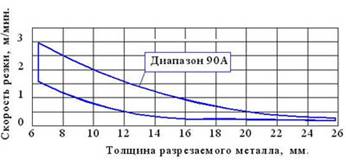
Рис. 4 Области оптимальных режимов воздушно-плазменной резки металлов для плазмотрона с воздушным охлаждением (ток 90А).
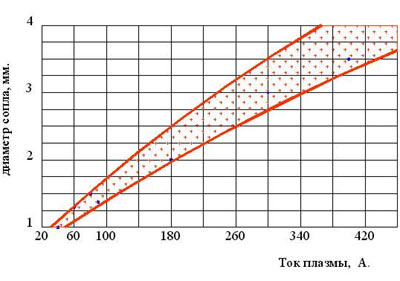
Рис. 5 Зависимость выбора диаметра сопла от тока плазмы.
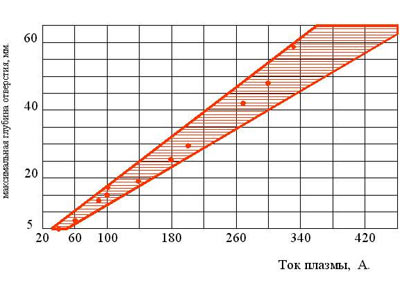
Рис. 6 Рекомендуемые токи для пробивки отверстия.
Скорость воздушно-плазменной резки, по сравнению с газокислородной, возрастает в 2-3 раза (см. Рис. 7).
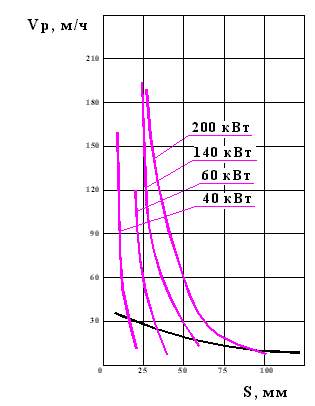
Рис. 7 Скорость резки углеродистой стали в зависимости от толщины металла и мощности дуги.
Пологая нижняя линия - газокислородная резка.
При воздушно-плазменной резке меди рекомендуется применять силу тока 400 А и выше. Замечено, что при резке меди с использованием воздуха во всём диапазоне толщины и токов образуется легко удаляемый грат.
Хорошего качества реза при резке алюминия, с использованием воздуха в качестве плазмообразующего газа, удаётся достигнуть лишь для небольших толщин (до 30 мм) на токах 200 А. Удаление грата с листов большой толщины затруднительно. Воздушно-плазменная резка алюминия может быть рекомендована лишь как разделительная при заготовке деталей, требующих последующей механической обработки. Припуск на обработку допускается не менее 3 мм.
Наше оборудование для воздушно-плазменной резки:
Инверторные аппараты воздушно-плазменной резки (CUT) смотреть здесь>>>
Трансформаторные (неинверторные) аппараты воздушно-плазменной резки (CUT) смотреть здесь>>>
Инверторы « Три в одном» с функцией воздушно-плазменной резки (CUT) смотреть здесь>>>
Плазмотроны (резаки) смотреть здесь>>>
Компрессоры для воздушно-плазменной резки смотреть здесь>>>
|





