Новейшие сварочные технологии
Оснащение, комплектация, сопровождение
Оснащение, комплектация, сопровождение




|
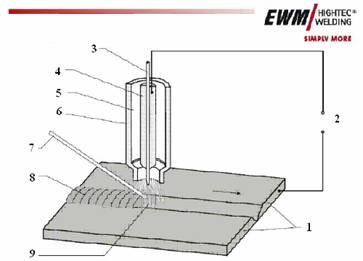
Алюминий сваривается методом МIG/MAG (полуавтоматическая сварка) и методом TIG (ручная сварка) с использованием неплавящегося (вольфрамового) электрода. MIG/MAG - полуавтоматическая сварка алюминия возможна, но качество сварки будет хуже, чем при сварке методом TIG, т.к. полуавтоматы дают сварочный ток постоянной полярности, при этом окисная пленка не разрушается и требуется качественная подготовка места шва для сварки, тщательная разделка и хорошая зачистка шва с травлением кислотой. Но производительность при сварке методом MIG/MAG будет немного выше при не очень удовлетворительном качестве. Мы будем рассматривать только сварку методом TIG. Аппараты для сварки алюминия и его сплавов методом TIG AC/DC представлены в разделах: "ИНВЕРТОРЫ для аргоно-дуговой сварки универсальные (TIG AC/DC)", в разделе "оборудование фирмы EWM для аргонной сварки AC/DC", а также в разделе "Установки аргоно-дуговой сварки (не инверторы)". Материалы для аргонной сварки: Вольфрамовые электроды с различными добавками - смотрите здесь >>>... Сварочная (присадочная) проволока для нержавеющих сталей - здесь >>>... Сварочная (присадочная) проволока для алюминия и его сплавов - здесь >>>... Сварка алюминия методом TIG представлена на рисунке 1 - дуга горит между свариваемым изделием и неплавящимся вольфрамовым электродом, расположенным в горелке, через сопло которой подается защитный газ. Присадочный материал подается в зону сварочной дуги. В качестве защитного газа при сварке алюминия используется аргон, который практически не вступает в химические взаимодействия с расплавленным металлом и другими газами в зоне горения дуги (инертный газ) и вытесняет воздух из зоны сварки, надежно изолируя сварочную ванну от контакта с атмосферой. При этом способе сварки зажигание дуги контактным способом осложнено по двум причинам: 1. аргон обладает достаточно высоким потенциалом ионизации (ионизировать дуговой промежуток для зажигания дуги достаточно сложно); 2. касание изделия вольфрамовым электродом приводит к его загрязнению и интенсивному оплавлению. Поэтому при аргонодуговой сварке неплавящимся электродом для зажигания дуги параллельно источнику питания подключается устройство, которое называется "осциллятор" (высокочастотный поджиг). Осциллятор для зажигания дуги подает на электрод высокочастотные высоковольтные импульсы, которые ионизируют дуговой промежуток и обеспечивают зажигание дуги после включения сварочного тока. При сварке на переменном токе осциллятор после зажигания дуги переходит в режим стабилизатора и подает импульсы на дугу в момент смены полярности, чтобы обеспечить устойчивое горение дуги. При сварке алюминия на постоянном токе на аноде и катоде выделяется неодинаковое количество тепла (70% тепла выделяется на аноде и 30% на катоде), поэтому практически всегда при сварке стали, титана и других материалов используется прямая полярность, позволяющая получить максимальное проплавление и минимально разогревать электрод. Однако алюминиевые сплавы имеют одну особенность: наличие тугоплавкой окисной пленки Al2O3 усложняет сплавление кромок соединения и способствует загрязнению металла сварного шва частичками окисла. Оксидную пленку, образующуюся при сварке алюминия, удаляют с помощью катодного распыления, которое возможно только при сварке на обратной полярности. Однако в этом случае основная часть тепла будет выделяться на электроде, вследствие чего вольфрам будет выгорать. По этой причине сварка алюминия осуществляется на переменном токе, при котором разрушение пленки происходит в полупериоды обратной полярности. Метод TIG сварки алюминия применяется в авиационной, химической и пищевой промышленности, а также в ряде ядерных технологий. Для сварки алюминия и его сплавов используется алюминиевая проволока различных диаметров (от 0.6 до 1.6 мм), при малых толщинах возможна сварка без присадки, сварочный шов заполняется материалом с соседних участков детали.
|